
Ystävät, jotka tekevätinvestointiTiedä, että tämä liiketoiminta koskee "yksityiskohdat määrittävät menestyksen tai epäonnistumisen". Asiakkaat saattavat haluta lentokoneiden terät, lääketieteelliset laitteet tai tarkkuuslaitteen osat, ja ero 0,01 mm voi tehdä tuotteesta romutetun. Puhutaan tänään siitä, kuinka valujen tarkkuus saavutetaan.
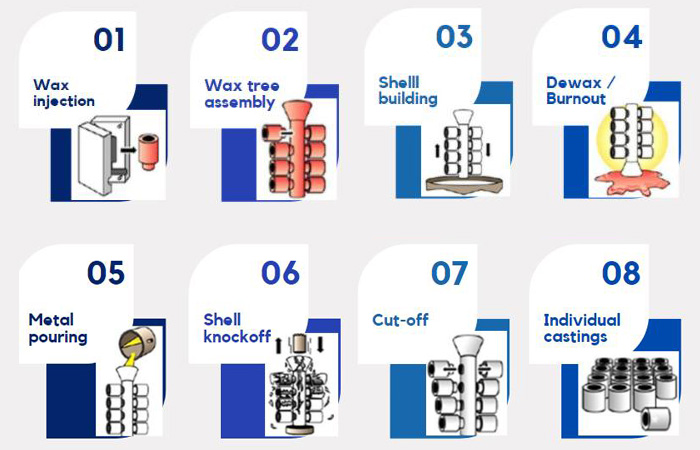
1. Vahamallin valmistus - tarkkuuden "ensimmäinen siirto"
Vahamalli on kuin valun "geeni". Jos tämä vaihe on vino, kaikki muut ovat turhia. Nyt valtavirta käyttää 3D-tulostusvahamalleja, ja valohartsin tarkkuus voi saavuttaa ± 0,05 mm, mikä on paljon parempi kuin perinteinen käsin veistäminen. Mutta kiinnitä huomiota lämpötilan hallintaan. Jos työpajan lämpötila eroaa 5 ℃, vahamallin kutistumisnopeus voi olla epätavallinen. On suositeltavaa käyttää vakio lämpötila- ja kosteuslaitteita, älä säästä tätä pientä rahaa.
2. Kuoren valmistusprosessi - älä anna keraamisen kuoren "kuopan" sinua
Kuinka monta kerrosta piidioksidisolimaalia levitetään ja kuinka paksu jokainen kerros vaikuttaa suoraan lopulliseen kokoon. Yksi tehdas oli laiska ja harjasi yhden vähemmän kerrosta, mikä johti hiekan reikiin valun pinnalla. Nyt on suosittua käyttää "gradientinkuoren tekemistä" - hienoa jauhetta sisäkerrokseen ja karkealle jauheelle ulkokerrokselle, mikä ei vain takaa sileyden, vaan myös vähentää stressin muodonmuutoksia. Muista kuivua kuori pitkään, muuten se "räjähtää" suoraan dewaxingin aikana.
3. Sulata ja kaata - sulan metallin "maltillinen" on ymmärrettävä
Ruostumattoman teräksen ja korkean lämpötilan seoksen kutistumisaste voi vaihdella 1%! Muotin koko on säädettävä materiaalin ominaisuuksien mukaan. Kaatumislämpötila on vielä kriittisempi. Tietty ilmailutehtaan romui suoraan valun, koska lämpötila oli 20 ℃ korkeampi ja viljan koko oli karkea. Nyt käytämme Mold Flow Analysis -ohjelmistoa simuloimaan etukäteen, mikä on paljon luotettavampaa kuin kokeilu ja virhe.
4
Robottien käyttäminen on vakaampaa jauhatainvestointikuin manuaalinen työ, mutta ohjelmointi on hieno. Olen nähnyt, että ihmiset käyttävät suuria jauhatuspyöriä vaikeuksien säästämiseen, mutta ne jauhaavat ohuen seinäisten osien läpi. "Magneettinen hionta" on nyt suosittu. Pienet osat pyöristetään yksin magneettikentällä, ja tarkkuutta voidaan ohjata ± 0,02 mm: iin.
5. Tarkastusmenetelmät - Älä odota, kunnes lähetys "avata sokea laatikko"
Kolmen koordinaatin mittauskone on vakiona, mutta älä unohda röntgenvirheiden havaitsemista. Siellä oli tehdas, joka teki turbiinin terät. Pintatarkastus oli kaikki pätevä, mutta röntgenkuvaus löysi sisäiset huokoset ja melkein menetti asiakkaan tilauksen. Nyt käytetään jopa AI: n visuaalista tarkastusta, mikä on nopeampi kuin ihmisen silmä eikä tee virheitä.
Päätelmä:
Viimeisessä analyysissä valujen tarkkuus saavutetaan kokonaisella sarjassa "yhdistelmäloppuja". Vahamuotteista tarkastuksiin jokainen linkki on otettava vakavasti. Nyt markkinoiden kilpailu on niin kovaa, kuka tahansa voi saada ylimääräisen 0,01 mm: n tarkkuuden, voi ottaa huippuluokan tilauksia. Seuraavan kerran asiakas kysyy "kuinka varmistaa tarkkuus", heitä vain tämä artikkeli hänelle - ammatilliset asiat on ratkaistava ammatillisilla menetelmillä.
Ammattimaisena valmistajana ja toimittajana tarjoamme korkealaatuisia tuotteita. Jos olet kiinnostunut tuotteistamme tai sinulla on kysyttävää, ole hyväOta yhteyttä.
Suurin osa tarjouksistamme toimitetaan 24/36 tunnin sisällä. ja yleensä paljon lyhyemmässä ajassa, riippuen projektin yksityiskohdista.
Tiimimme ottaa sinuun yhteyttä suoraan CNC-työstötarjouksestasi varmistaaksemme, että olet vastaanottanut ja ymmärtänyt tarjouksen kaikki näkökohdat ja vastata kaikkiin vaihtoehtojasi koskeviin kysymyksiisi.